Токарный станок 1м61 – 1М61 Станок токарно-винторезный универсальный Схемы, описание, характеристики
alexxlab | 24.08.2019 | 0 | Токарный
1М61 Станок токарно-винторезный универсальный Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М61
Изготовителем токарно-винторезных станков модели 1М61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
1
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1М61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1М61 производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Токарный станок 1М61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок предназначен для выполнения разнообразных токарных работ, в том числе нарезание резьб: метрической, дюймовой, модульной и питчевой в механических цехах в условиях мелкосерийного и единичного производства.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Основные технические характеристики токарно-винторезного станка 1м61
Станок заменил в производстве модель 1в61.
Изготовитель – Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) – Н (нормальная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 160
- Расстояние между центрами – 710 мм
- Высота центров – 170 мм
- Мощность электродвигателя – 4 кВт
- Вес станка полный – 1,26 т
Шпиндель токарно-винторезного станка 1м61
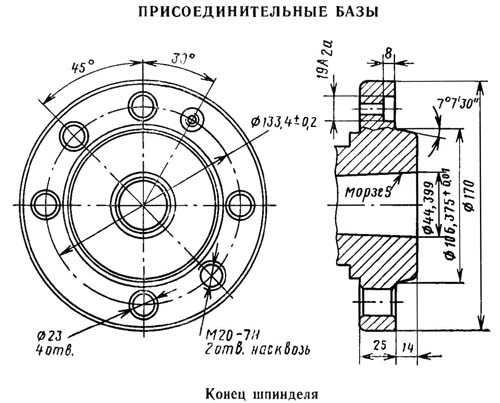
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса – D = 106,375 мм
- Условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 35 мм
- Наибольший диаметр обрабатываемого прутка – Ø 32 мм
- Частота прямого и обратного вращения шпинделя – (24 ступени) 12,5..1600 об/мин
- Диаметр стандартного патрона – Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61
- Пределы продольных подач – (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач – (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических – (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых – (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных – (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых – (16 шагов) 7…96 питчей
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
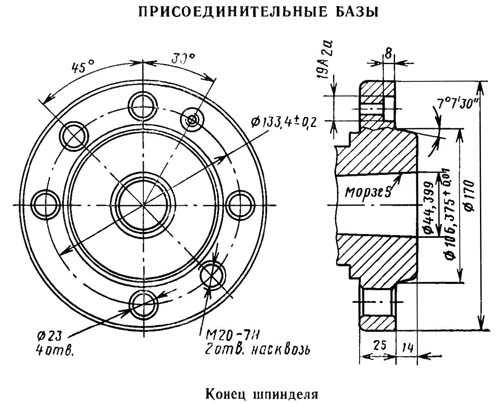
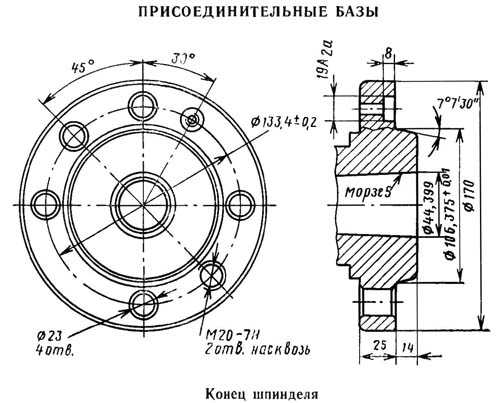
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Класс точности станка Н.
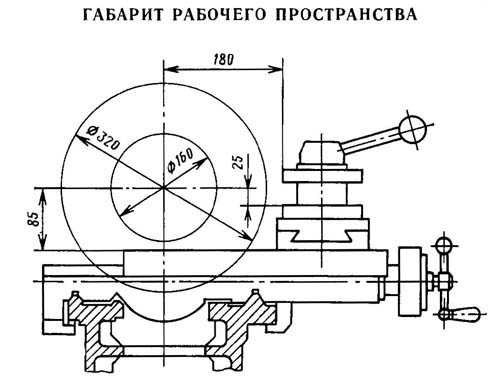
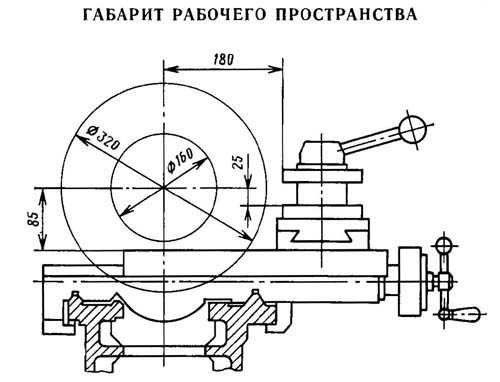
Габарит рабочего пространства станка 1М61. Суппорт
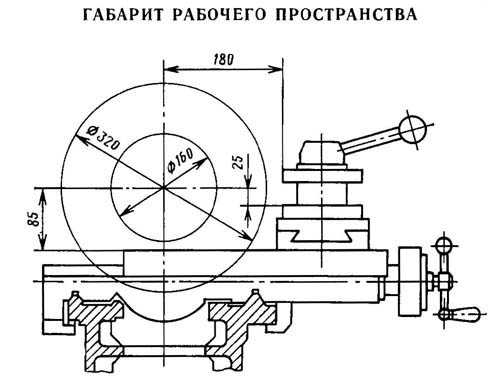
Габарит рабочего пространства токарного станка 1М61
Посадочные и присоединительные базы станка 1М61. Шпиндель
Посадочные и присоединительные базы станка 1М61
Общий вид универсального токарно-винторезного станка 1М61
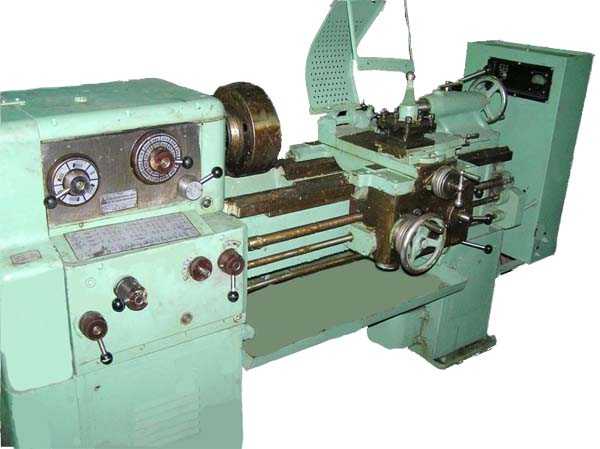
Фото универсального токарно-винторезного станка 1М61
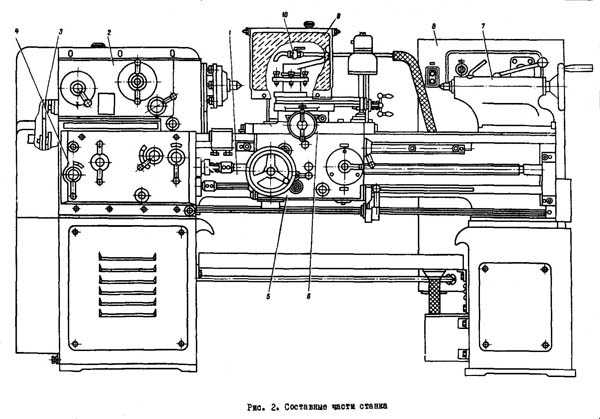
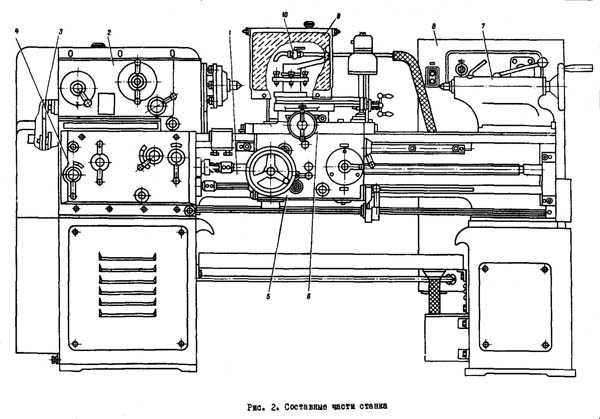
Расположение основных узлов токарно-винторезного станка 1М61
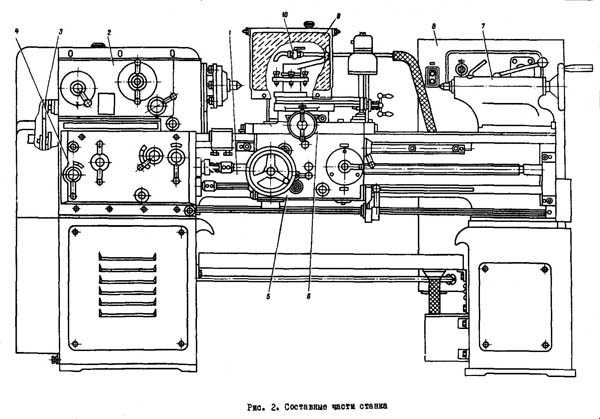
Расположение основных узлов токарно-винторезного станка 1М61
Спецификация основных узлов токарно-винторезного станка 1М61
- Станина – 1М61.10.000
- Коробка скоростей – 1M61.20.000
- Коробка передач – 1M61.26.000
- Коробка подач – 1M61.31.000
- Фартук – 1M61.40.000
- Суппорт – 1M61.50.000
- Задняя бабка – 1М61.60.000
- Электрооборудование – 1М61.81.000
- Защитный экран – 1M61.82.000
- Система охлаждения – 1M61.84.000
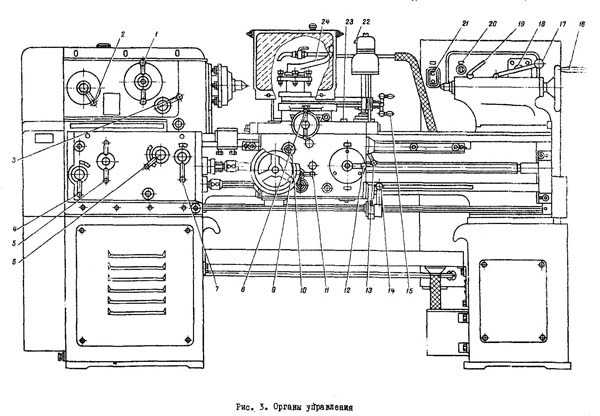
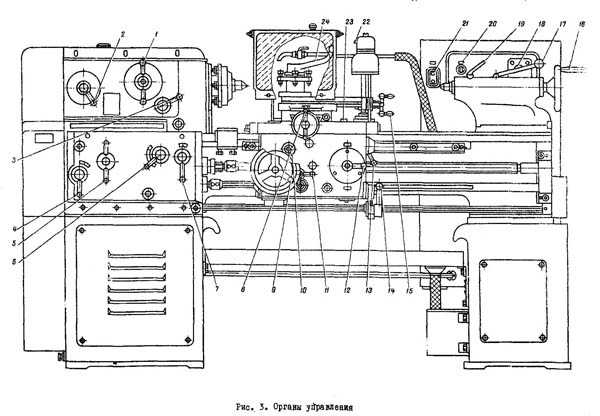
Расположение органов управления токарно-винторезным станком 1М61
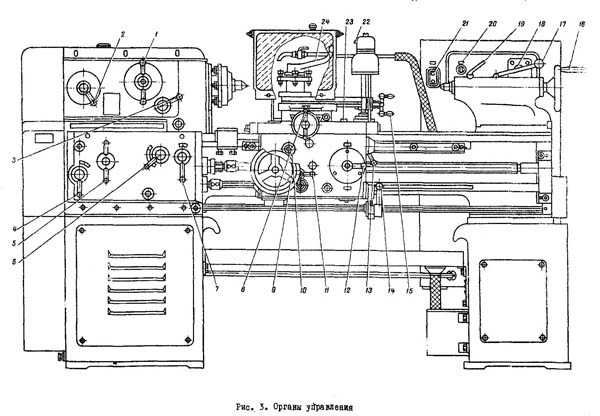
Расположение органов управления токарно-винторезным станком 1М61
Перечень органов управления токарно-винторезным станком 1М61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
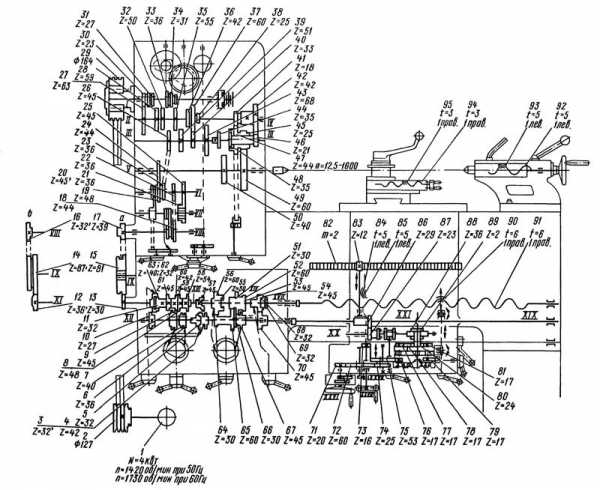
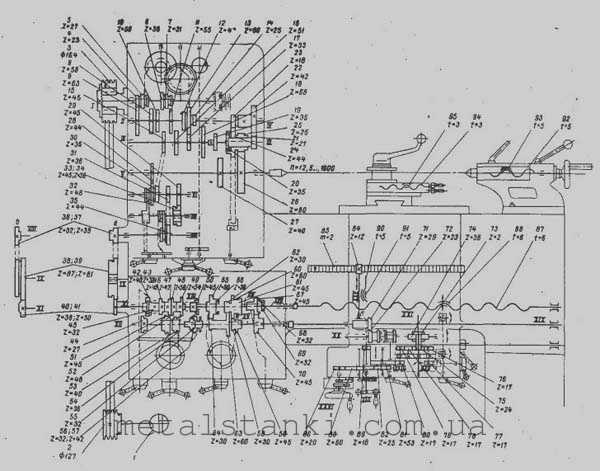
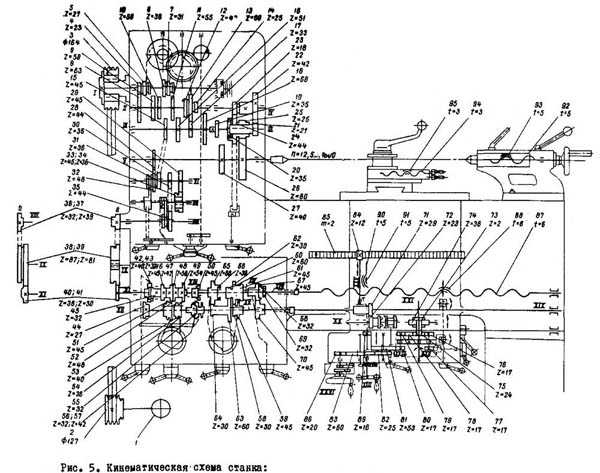
Кинематическая схема токарно-винторезного станка 1М61
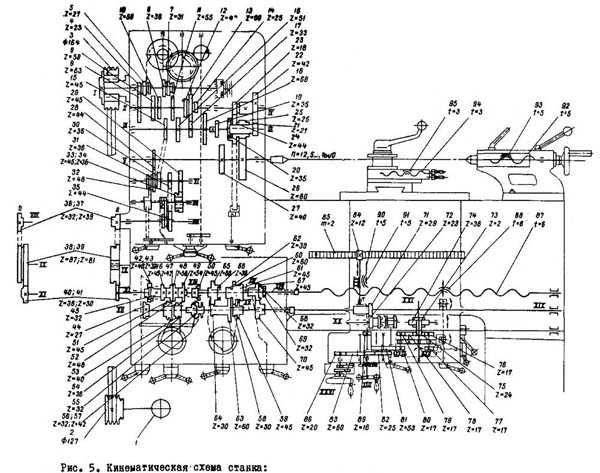
Кинематическая схема токарно-винторезного станка 1М61
Схема кинематическая токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61

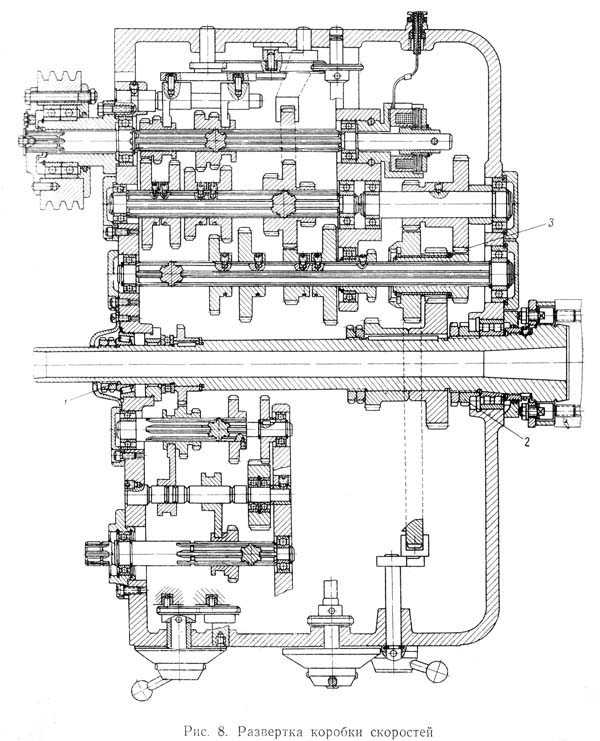
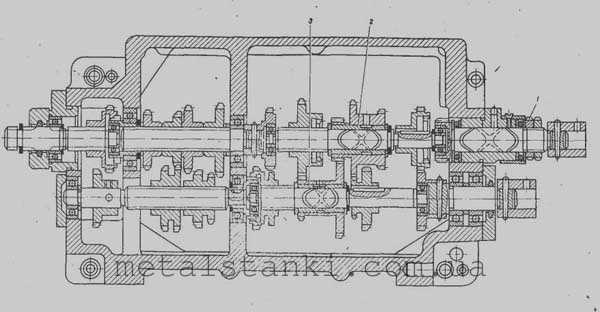
Чертеж коробки скоростей токарно-винторезного станка 1М61
Коробка скоростей токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе

Фото коробки скоростей токарно-винторезного станка 1М61
Коробка скоростей токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе

Фото коробки скоростей токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61

Фото тормозной муфты токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1М61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
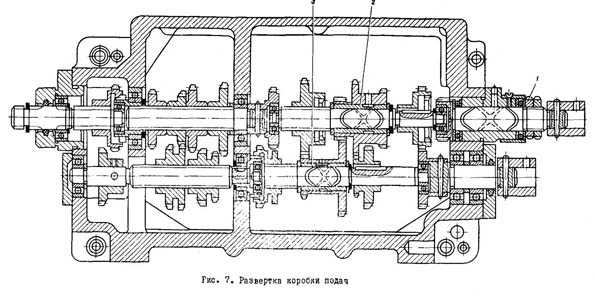
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61 (три рукоятки)
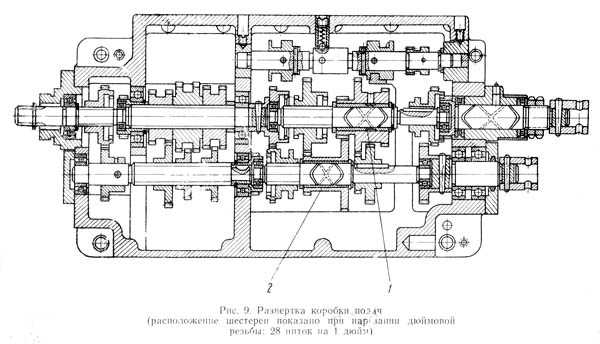
Чертеж коробки подач токарно-винторезного станка 1М61
Коробка подач токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)
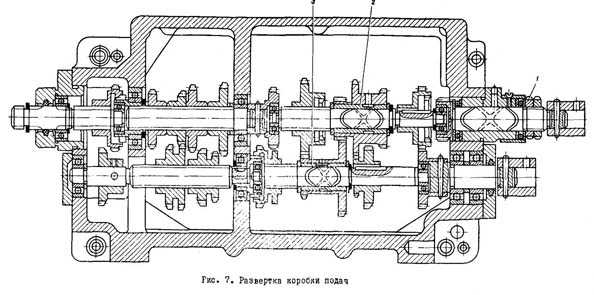
Чертеж коробки подач токарно-винторезного станка 1М61
Коробка подач токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
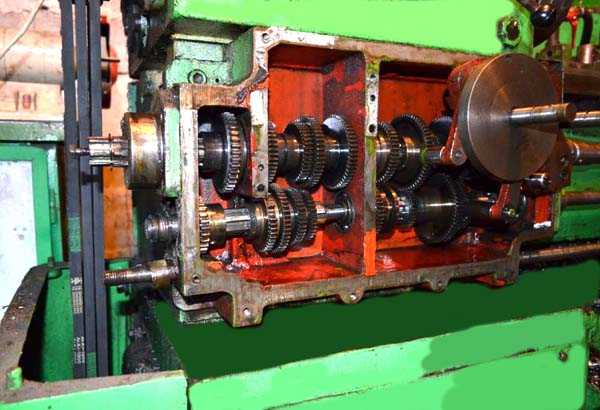
Фото коробки подач токарно-винторезного станка 1М61
Более поздний вариант коробки подач – назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
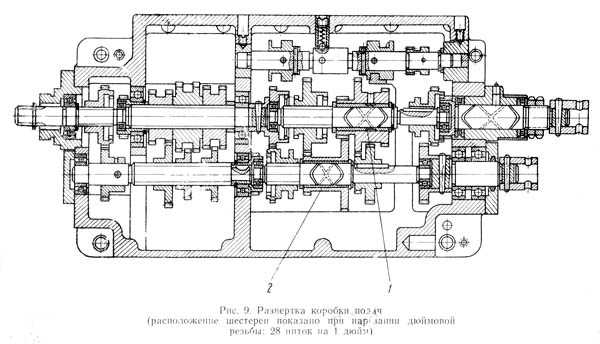
Коробка подач
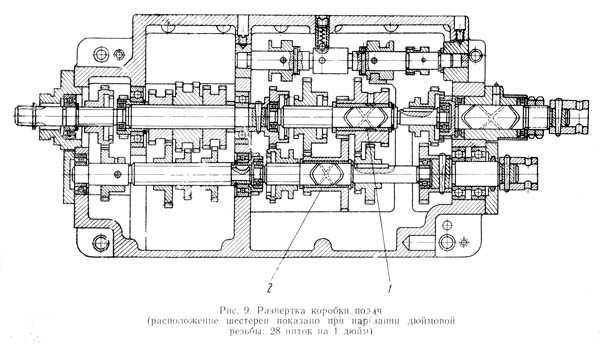
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта”. При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
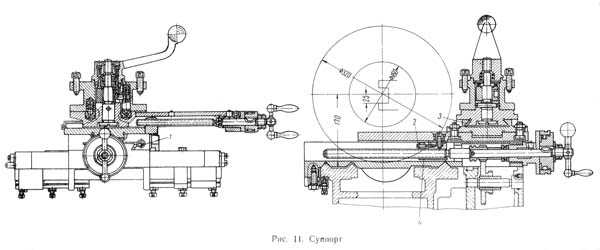
Суппорт токарно-винторезного станка 1М61
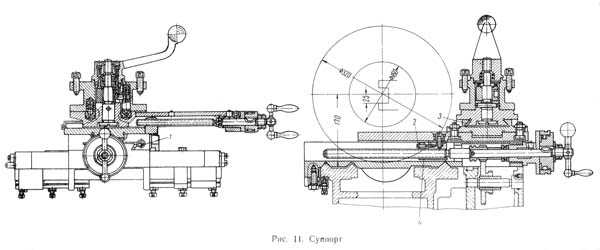
Чертеж суппорта токарно-винторезного станка 1М61
Суппорт токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
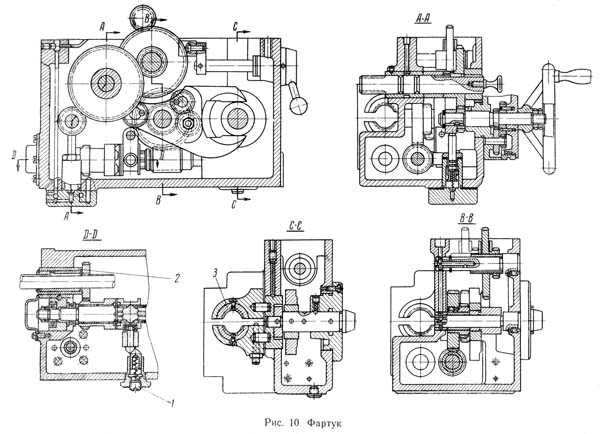
Фартук токарно-винторезного станка 1М61
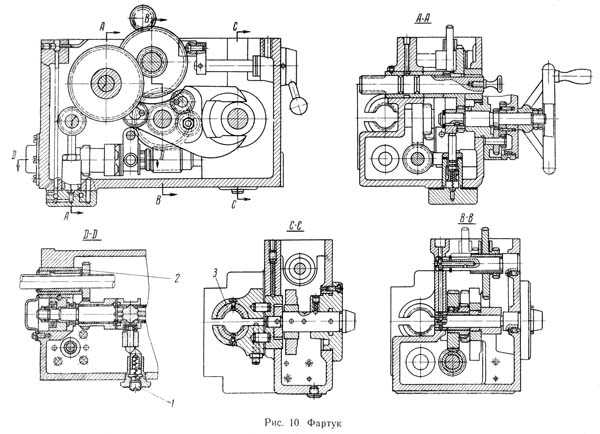
Чертеж фартука токарно-винторезного станка 1М61
Фартук токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
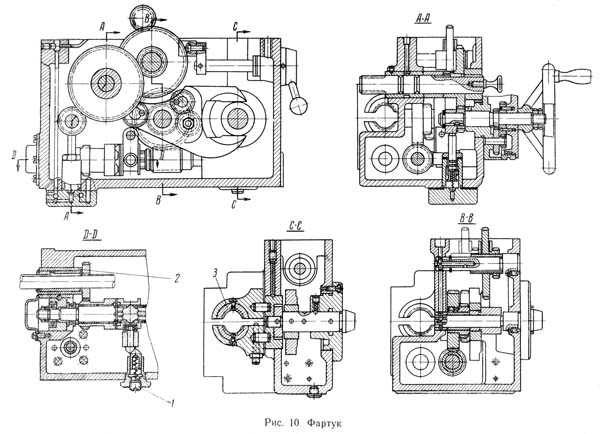
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.

Фото фартука токарно-винторезного станка 1М61
Задняя бабка токарно-винторезного станка 1М61
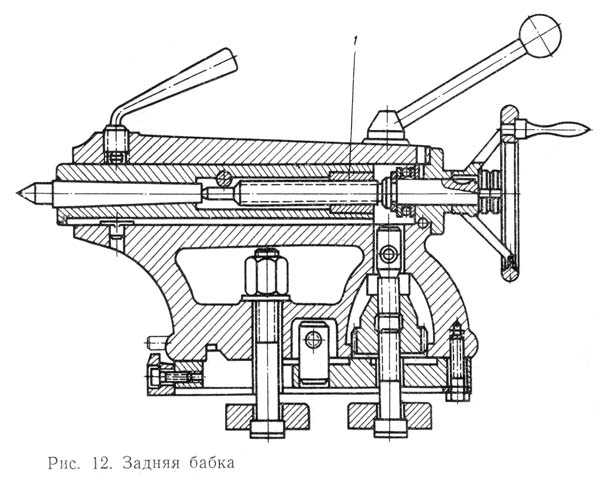
Чертеж задней бабки токарно-винторезного станка 1М61
Задняя бабка токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
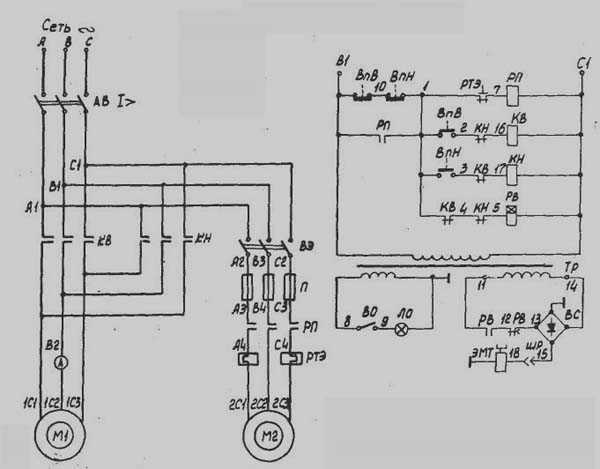
Электрооборудование. Электрическая схема станка 1М61

Электрическая схема токарно-винторезного станка 1М61
Электрооборудование токарно-винторезного станка 1М61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
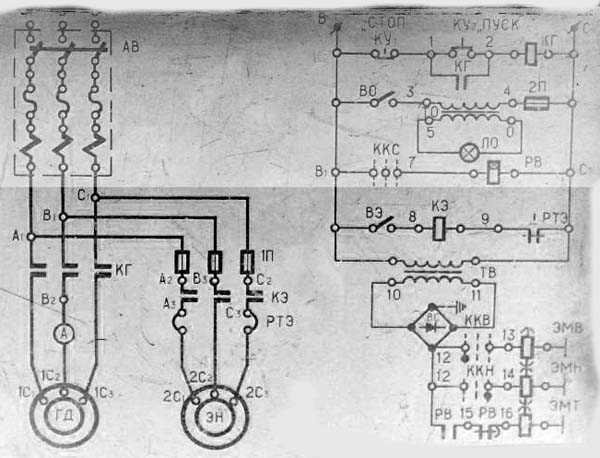
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении “вперед”. Для пуска электродвигателя M1 в направлении “вперед” (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение “вперед”. Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении “назад” производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении “вперед”, только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
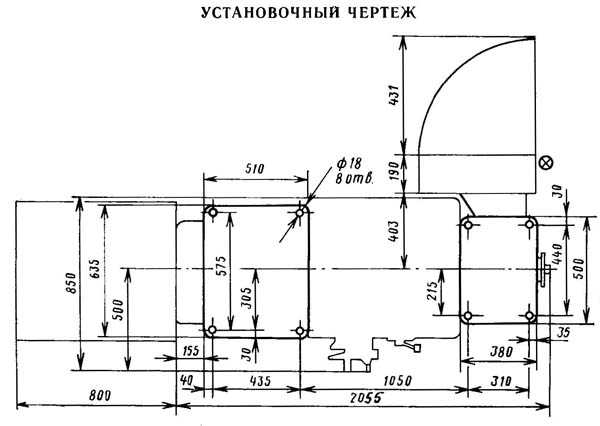
Установочный чертеж станка 1М61
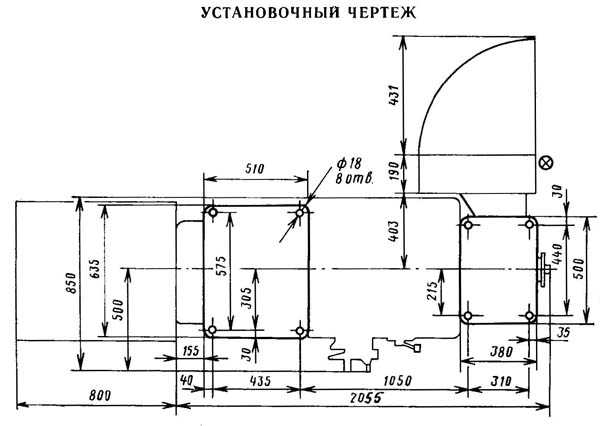
Установочный чертеж токарно-винторезного станка 1М61
Возможности токарно-винторезных станков

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1М61. Видеоролик.
Технические характеристики станка 1М61
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5…1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04…0,6 | 0,04…0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1М61, 1М61П станок токарно-винторезный: – паспорт, (djvu) 2,8 Мб, Скачать
stanki-katalog.ru
1М61П Станок токарно-винторезный повышенной точности Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М61П
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1М61П Назначение и область применения токарно-винторезного станка повышенной точности
Универсальный токарно-винторезный станок 1М61П производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Станок предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Основные технические характеристики токарно-винторезного станка 1м61п
Станок заменил в производстве модель 1в61.
Изготовитель – Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) – П (повышенная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 160 мм
- Расстояние между центрами – 710 мм
- Высота центров – 170 мм
- Мощность электродвигателя – 4 кВт
- Вес станка полный – 1,26 т
Шпиндель токарно-винторезного станка 1м61п
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса – D = 106,375 мм
- Условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 35 мм
- Наибольший диаметр обрабатываемого прутка – Ø 32 мм
- Частота прямого и обратного вращения шпинделя – (24 ступени) 12,5..1600 об/мин
- Диаметр стандартного патрона – Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61п
- Пределы продольных подач – (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач – (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических – (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых – (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных – (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых – (16 шагов) 7…96 питчей
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Габарит рабочего пространства станка 1М61П. Суппорт
Габарит рабочего пространства токарного станка 1М61П
Посадочные и присоединительные базы станка 1М61П. Шпиндель
Посадочные и присоединительные базы станка 1М61П
Общий вид токарно-винторезного станка повышенной точности 1М61П
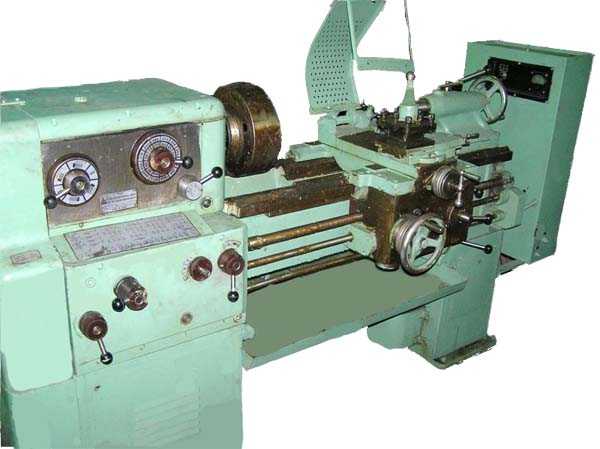
Фото универсального токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Спецификация основных узлов токарно-винторезного станка 1М61П
- Станина – 1М61П.10.000
- Коробка скоростей – 1M61П.20.000
- Коробка передач – 1M61П.26.000
- Коробка подач – 1M61П.31.000
- Фартук – 1M61П.40.000
- Суппорт – 1M61.50.000
- Задняя бабка – 1М61П.60.000
- Электрооборудование – 1М61.81.000
- Защитный экран – 1M61.82.000
- Система охлаждения – 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61П
Расположение органов управления токарно-винторезным станком 1М61П
Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1М61П
Кинематическая схема токарно-винторезного станка 1М61П
Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61п
Чертеж коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе

Фото коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе

Фото коробки скоростей токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п

Фото тормозной муфты токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1М61п
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61П (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61П (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе

Фото коробки подач токарно-винторезного станка 1М61П
Более поздний вариант коробки подач – назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта”. При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61п
Чертеж суппорта токарно-винторезного станка 1М61П
Суппорт токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1М61п
Чертеж фартука токарно-винторезного станка 1М61П
Фартук токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.

Фото фартука токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п

Чертеж задней бабки токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1М61П

Электрическая схема токарно-винторезного станка 1М61П
Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении “вперед”. Для пуска электродвигателя M1 в направлении “вперед” (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение “вперед”. Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении “назад” производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении “вперед”, только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П
Установочный чертеж токарно-винторезного станка 1М61П
Возможности токарно-винторезных станков

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1М61п. Видеоролик.
Технические характеристики станка 1М61П
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5…1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04…0,6 | 0,04…0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1М61, 1М61П станок токарно-винторезный: – паспорт, (djvu) 2,8 Мб, Скачать
stanki-katalog.ru
Токарный станок 1м61п технические характеристики
1М61П характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели 1м61п предназначены для выполнения токарных работ в условиях мелкосерийного и единичного производства
Класс точности П Наибольший диаметр детали, устанавливаемой над станиной,мм 320 Наибольший диаметр обработки:,мм – прутка 32 – над суппортом 160 – над станиной 320 Наибольшая длина обтачивания,мм 640 Расстояние между центрами,мм 710 Высота центров,мм 170 Нарезаемые резьбы: – метрическая (шаг),мм 0,5 – 6 – дюймовая,число ниток на 1 дюйм 48 – 3,5 – модульная,модуль 0,25 – 3 – питчевая,питч 7-96 Мощность электродвигателя главного движения (ЧА100LЧУЗ),кВт 4 Частота вращения электродвигателя главного движения (ЧА100LЧУЗ),об/мин 1420 Мощность электродвигателя насоса охлаждения (ПА-22), кВт 0,12 Частота вращения электродвигателя насоса охлаждения (ПА-22),об/мин 2800 Производительность электродвигателя насоса охлаждения (ПА-22),л/мин 22 Габариты станка:,мм – длина 2055 – ширина 1095 – высота 1450 Масса станка,кг 1300Купить этот станок без посредников:
mashinform.ru
Токарный станок 1м61

Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения

- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки

Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.

Наибольший диаметр обрабатываемой детали над станиной,мм | 320 |
Наибольший диаметр обрабатываемой детали над суппортом,мм | 160 |
Наибольший диаметр прутка,проходящий через отверстие шпинделя,мм | 32 |
| Наибольшая длина обработки,мм | 710 |
| Пределы частоты вращения шпинделя,об/мин | |
| прямого | 12,5-1600 |
| обратного | 12,5-1600 |
| Количество продольных и поперечных подач | 17 |
| Пределы подач,мм/об | |
| продольных | 0,08-1,2 |
| поперечных | 0,04-0,95 |
| Габариты станка,мм | |
| длина | 2055 |
| ширина | 1095 |
| высота | 1450 |
| Масса станка,кг | 1260 |
www.metalstanki.com.ua
Обзор токарно-винторезного станка 1М61: конструктив, характеристики, фото
Токарно-винторезный станок модели 1М61 предназначен для выполнения большого диапазона операций. Он был разработан Ереванским станкостроительным заводом. Это же предприятие занималось его серийным производством.
Конструктивные особенности

Токарно-винторезный станок 1М61 характеризуется стандартной компоновкой элементов. Это дает возможность быстро обучать персонал для работы на этом типе оборудования, положительным образом сказывается на эксплуатационных качествах.
Его основная область назначения – токарная обработка заготовок методом вращения. Для выполнения этой функции в конструкции станка есть станина, на которую устанавливаются все компоненты. Она изготовлена из чугуна методом литья, что повысило устойчивость и частично гасит колебания, возникающие во время работы.
На раме станка 1М61 установлены следующие компоненты:
- коробки скоростей и передач. Располагаются в левой части схемы под защитным кожухом. Необходимы для передачи крутящего момента от электродвигателя, а также изменения частоты вращения шпиндельной головки. Элементы управления находя
i-perf.ru
Токарный станок 1М61: технические характеристики и устройство
Основное предназначение токарно-винторезного станка 1М61 – обеспечение потребностей небольших предприятий, которые специализируются на выпуске продукции в единичных экземплярах или небольшими партиями. Данный агрегат был разработан еще в 70-х годах прошлого века на Ереванском заводе, но активно используется еще по этот день. Описание основных конструктивных элементов такого оборудования наведено ниже.
Какие детали входят в конструкцию оборудования?
Токарный станок 1М61 состоит из нескольких конструкционных элементов, в число которых входят:
- задняя бабка;
- станина, исполняющая роль основного несущего элемента;
- коробка для регулировки скоростей;
- коробка подач;
- фартук;
- электрические механизмы;
- защитный экран;
- охлаждающая система, используемая для эффективной работы основных узлов оборудования;
- суппорт.

Суппорт токарного станка
Особенности работы агрегата
Станок 1М61П относят к оборудованию повышенной точности. Это обеспечивается некоторыми отличиями в его конструкционной схеме. Обычная модель 1М61 имеет категорию точности Н. Электродвигатель данного оборудования способен работать как в обычном, так и в реверсном режиме. Частота оборотов шпинделя может регулироваться пользователем. Для выполнения этой операции предназначена коробка скоростей. Она работает благодаря взаимодействию шестерней, которые имеют различные параметры.
Для выполнения основных операций данное устройство комплектуется различными инструментами. Это в основном резчики, сверла, метчики и многие другие. Как и в подобном станке 1В61, этот предназначен для проведения следующих работ:
- точение по внутренней или наружной поверхности;
- резка;
- формирование резьбы с различными параметрами;
- сверление;
- развертывание.
Нарезаем резьбу на валу
Функциональные характеристики
Отличные технические характеристики устройств данного типа дополняются их небольшими габаритами. Станок имеет ширину 1,095 м, длину 2,055 м, высоту 1,45 м. Его вес составляет 1,26 т. Также стоит отметить ряд функциональных характеристик этой модели, что обеспечивает широкую сферу ее применения:
- вращение шпинделя осуществляется в 24-х различных скоростях. При этом его движение возможно как в прямом, так и в обратном направлении. Частота вращения шпиндельного узла колеблется от 12,5 до 1600 оборотов в минуту;
- шпиндель имеет небольшое отверстие 3,5 см, что позволяет производить обработку деталей размером 3,2 см;
- пиноль задней бабки имеет особу конструкцию, что позволяет ему перемещаться на расстояние до 100 мм;
- в резцедержатель можно устанавливать инструменты, которые имеют длину держателя не больше, чем 2,5 см;
- для обработки подходят заготовки длиной до 1м. При этом габариты обтачиваемых деталей не должны превышать 0,65 м;
- суппорт оборудования способен перемещаться на такие расстояния: в поперечном направлении до 0,2 м, в продольном – до 0,6 м;
- каретка суппорта способна перемещается на 0,6 м, а салазки – на 0,12 м.
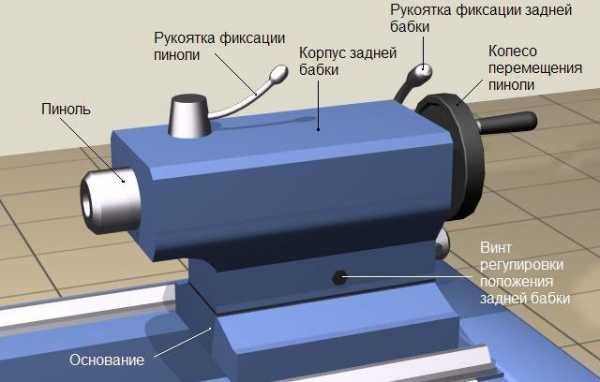
Устройство задней бабки токарного станка
Особенности управления
Управление работой данного оборудование осуществляет оператор, который может контролировать скорость и направление перемещение фартука. Это возможно регулировкой положения ходового винта и валика. Этот узел обеспечивает движение суппорта. Маховик управляющего типа находится на лицевой панели фартука.
В большинстве случаев для обеспечения эффективной работы агрегата достаточно использовать только ходовой валик. Применение винта необходимо исключительно в случае проведения сверлильных работ. Одновременно запустить два этих элемента невозможно, поскольку станок оборудован системой, которая блокирует такие действия.
Для запуска пиноли производятся движения маховика. Данный узел можно фиксировать, используя специальный упор. Его можно найти на задней бабке. А этот конструктивный элемент устанавливается и закрепляется на станине при помощи специальной ручки.
Также данная модель оснащена рычагом, который фиксирует каретку во время выполнения работ на торце заготовок.
Какие операции может контролировать оператор?
Во время работы с этим токарным станком оператор может контролировать и регулировать ряд операций, в число которых входят:
- активация движения шпинделя в прямом или обратном направлении, возможность установки режима его вращения;
- выбирать необходимые параметры резьбы;
- включать в работу ходовой винт или вал;
- при необходимости активировать или деактивировать муфту переохлаждения;
- вводить в работу суппорт;
- производить регулировку основных параметров подачи;
- в любой момент существует возможность подавать на определенные рабочие узлы охлаждающую жидкость;
- при потребности можно поменять положение головки резца;
- осуществлять контроль уровня нагрузки на основании указателя, которым оборудован агрегат.
Данная модель токарного станка имеет отличные эксплуатационные характеристики, поэтому ее так часто можно встретить на различных производствах.
Видео по теме: Мой токарный станок (1Б61)
promzn.ru
1М61 – Токарные 1М61 и 1М61П
Приветствую вас, начало истории
ощутил необходимость в собственном токарнике, сам не токарил, но есть огромное желание и куча теории(не пинать быстро учусь)
купил токарник 1М61 какой был, теперь занимаюсь восстановлением(первый раз, вроде не без рук)
и естественно возникла куча вопросов, прошу понять и помочь
1. разобрал патрон чтобы смазать(станок наверно долго стоял) что еще проверить?
2. как поставить вот эту муфту?
вот сюда
3. как происходит смазка в коробке(не стоит ли ставить насос?), всмысле как масло попадает в ванночку и далее самотеком на подшипники эффективно ли это?
4. зачем эти типа шайбы?
5. я правельно понял что данной деталью убирается люфт в суппорте? и как?
сразу всем спасибо, вопросы будут дополняться.
www.chipmaker.ru
Ещё один 1М61 – Токарные 1М61 и 1М61П
Всем добрых времён и с праздником! Недавно, от безысхода что либо найти приемлимое по своим возможностям и потребностям, приобрёл 1м61 1981г рабочий из помещения. Брал скорее на удачу, проверив, что мотор гудит, шпиндель крутится, есть какие то скорости в коробке и продольная подача включается, больше ничего продавец показать не смог, ибо сам не знал как. Станок не разграблен, видимо относительно недавно делался, тк в щите свежая электрика. На месте подумал, что в мертвечину не стали бы вкладыватся. И в принципе наверно не ошибся. Привёз на место, кое что пришлось изменить и исправить. Перетряхнул шестерёнки в ПБ, выставил зацепление, копирные диски стояли неправильно – разобрался выставил. Меток на них нет, но на моих пробиты пазы как под шпонку, которые видны. При правильной установке паз верхнего диска смотрит строго вниз, а нижнего строго вверх, но из за износа и люфтов зацепление показалось лучше, когда верхний диск стоит на зуб позже означенного положения. Ни одного подшипника менять не пришлось, пришлось заварить рычаг – был скол возле штифта за копирным диском. Все стопорные винты поставлены на резьбовой клей, закернены и завязаны отожжёной сварочной проволокой, где позволило место, заменил на болты под шестигранник. Шпиндель не болтается, обычный стрелочный индикатор с делением 0.01 этого не видит, во всяком случае. Биения посадочного конуса патрона тоже. Торцевое биение фланца шпинделя 0.02. Износ направляющих присутствует в пределах 0.15. направляющие поперечной подачи подразбиты – люфт ощутим. Сетка на ванночке была пробита и под ней скопилось изрядно навоза, трубочки от ванны были просто вставлены в отверстия от болтов крышек шпинделя. :shok: Направил по местам, заднюю трубочку в специальную прорезь – так мне показалось более логично, хотя прорезь смотрела часов на 5 и её пришлось развернуть почти на 180* . На время, пока будут созревать 3 фазы, найден трёхкиловаттный мотор подключенный треугольником и с кондёрами на одну фазу. Родной мотор был зашит зведой – ковырять не стал, да и так пусковой ток с 3 квт свет подсаживает изрядно. Как будет тянуть нагрузку ещё не пробовал. В плане сделать мотор на петле и педаль для ослабления ремней на пуске. Ориентируюсь на бесперебойник компьютера, чтоб не срабатывал. Теперь немного о грустном)) В фартуке станка не оказалось маточной гайки с направляющим устройством, так что с резьбами пока заминка… Будем искать… ))
Электрощит
ремонт рычага
замена фиксирующих винтов
))
www.chipmaker.ru
1В61 Станок токарно-винторезный универсальный Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1В61
Изготовителем токарно-винторезных станков модели 1В61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1В61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 и 1М61.
Токарный станок 1В61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной до 710 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Коробка скоростей станка 1В61 имеет две электромуфты для переключения передач и тормозную электромуфту на конце первичного вала в коробке скоростей, масляный насос обеспечивает смазку подшипников передней бабки.
Токарно-винторезный станок 1В61 предназначен для выполнения различных токарных работ в центрах или патроне, а также для нарезания метрической и дюймовой резьб в механических цехах в условиях мелкосерийного и единичного производства.
Станок используют в передвижных мастерских, в механических цехах машиностроительных и инструментальных заводов.
Изменение скорости вращения производится переключением шестерен как вручную, так и с помощью электромуфт. Для торможения шпинделя также служит тормозная электромуфта на конце первичного вала в коробке скоростей.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Класс точности станка Н.
Габарит рабочего пространства станка 1В61. Суппорт
Габарит рабочего пространства токарного станка 1В61
Посадочные и присоединительные базы станка 1В61. Шпиндель
Посадочные и присоединительные базы станка 1В61
Общий вид универсального токарно-винторезного станка 1В61

Фото универсального токарно-винторезного станка 1В61

Фото универсального токарно-винторезного станка 1В61

Фото универсального токарно-винторезного станка 1В61

Таблица настройки резьб и подач токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Расположение основных узлов токарно-винторезного станка 1В61
Расположение основных узлов токарно-винторезного станка 1В61
Спецификация органов управления токарно-винторезным станком 1В61
- Станина
- Коробка
- Коробка передач
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Электрооборудование
- Защитный экран
- Система охлаждения
Расположение органов управления токарно-винторезным станком 1В61
Расположение органов управления токарно-винторезным станком 1В61
Перечень органов управления токарно-винторезным станком 1В61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1В61
Кинематическая схема токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1В61

Фото коробки скоростей токарного станка 1В61 (без шпинделя)

Фото коробки скоростей токарно-винторезного станка 1В61
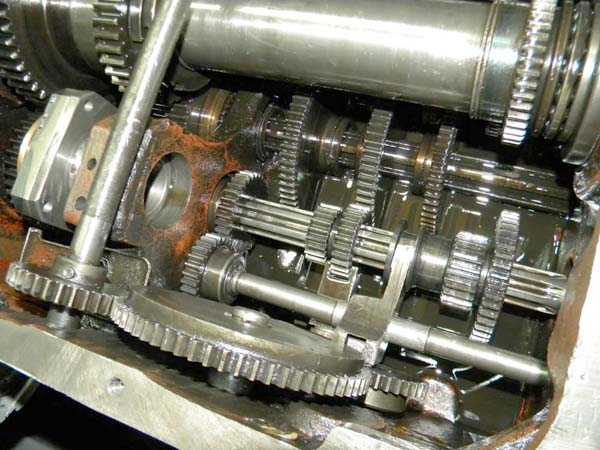
Фото коробки скоростей токарного станка 1В61 (без приводного вала)
Конструкция токарно-винторезного станка 1В61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей обеспечивает 8 скоростей вращения шпинделя (32—1200 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку.
Коробка подач токарно-винторезного станка 1В61 (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1В61
Коробка подач токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта”. При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1В61

Чертеж суппорта токарно-винторезного станка 1В61
Суппорт токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1В61
Чертеж фартука токарно-винторезного станка 1В61
Фартук токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе

Фото фартука токарно-винторезного станка 1В61
Фартук передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1В61

Чертеж задней бабки токарно-винторезного станка 1В61
Задняя бабка токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1В61
Электрическая схема токарно-винторезного станка 1В61
Электрооборудование токарно-винторезного станка 1В61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
Установочный чертеж станка 1В61
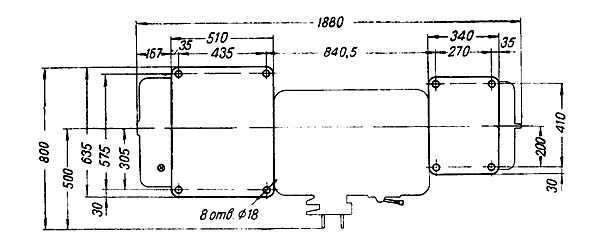
Установочный чертеж токарно-винторезного станка 1В61
Возможности токарно-винторезных станков

Стальной шар, полностью изготовленный на токарном станке 1В61
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1В61. Видеоролик.
Технические характеристики станка 1В61
| Наименование параметра | 1М61 | 1В61 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 500, 710 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 640 | 430, 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 |
| Наибольшие размеры сечения державки резца, мм | 22 х 25 | 22 х 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 8 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5…1600 | 32…1200 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 250 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 125 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 |
| Число ступеней продольных и поперечных подач | 17 | |
| Пределы скорости продольных подач, мм/об | 0,08..1,2 | 0,08..1,9 |
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,95 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..96 |
| Количество нарезаемых резьб дюймовых | 16 | |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 0,25…48 |
| Количество нарезаемых резьб модульных | 10 | |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | |
| Количество нарезаемых резьб питчевых | 16 | |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 120 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 1,7 / 2,8 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 1880 х 800 х 1450 |
| Масса станка, кг | 1260 | 800 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru